인발 다이의 형상을 검토할 때 단면 감소율에 따라 Reduction Angle (2α) 이 결정된다.
일반적으로 인발되는 재료가 강하거나 연신율이 감소함에 따라 필요한 각도는 작아진다. 또한, 인발되는 와이어의 단면 감소율 또는 연신율이 클수록 필요한 각도는 더 커진다.
위의 2 변수의 관계를 델타 팩터 (Delta Factor) 라 하며, 아래 식으로 나타낸다.
(식 1) Δ = [(do+df)/(do-df)] * sin α
작은 각의 경우 sin α = α (라디안) 이며, 단면 감소율 r = 1 – (df/do)2 이므로 식 1은 아래 식으로 변환가능하다.
(식 2) Δ = α/r x [1+SQRT(1-r)]2
여기서,
do : 인입 와이어 직경 [mm]
df : 인발 와이어 직경 [mm]
r : 와이어 단면 감소율 [%]
α : Reduction Semi-angle [radian]
이다.
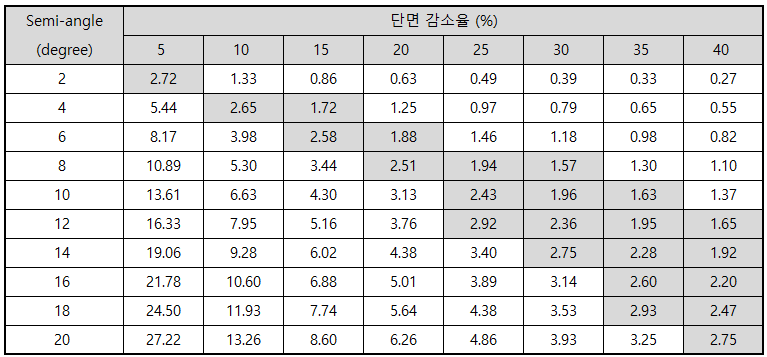
이 델타 팩터는 다이 내의 Reduction 영역의 모양을 나타내며, 인발하는 동안 다이 내의 와이어가 경험하는 인발 가공의 용이성을 나타낸다.
최적의 다이 형상일 때 델타 팩터는 1.50 ~ 1.80 사이이다. 일반적으로 델타 팩터는 1.5와 3 사이여야 한다. 델타 팩터가 3보다 크면 인발시 파손 (cup-cone fracture) 가능성이 높아질 수 있다.
'금속 공정 계산 > 소성가공' 카테고리의 다른 글
| 인발 다이 패스 (Dies Pass) 및 단면 감소율 계산 (0) | 2024.06.11 |
|---|---|
| 인발 다이 패스 (Dies Pass) 계산 (1) | 2024.06.11 |
| 와이어 연신율 및 단면 감소율 (Elongation and Area reduction) 계산 (0) | 2024.06.10 |
| 인발 Power (Drawing Power) 계산 (0) | 2024.06.09 |
| 신선기 속도 (Wire Drawing Machine Speed) 계산 (1) | 2024.06.09 |
